How to Have Enough Maintenance Capability
When an organization depends upon the utilization of construction equipment to perform the functions of the business, it often must grapple with understanding how much maintenance is required to maintain its operational requirements. Problems arise when additional equipment is acquired to increase capability to take on new projects or meet specific project deadlines without regard to the effect upon the maintenance function. Conversely, an equipment maintenance manager may underestimate the requirements of a new project or initiative and find their maintenance function struggles to maintain the level of service required. The ensuing finger pointing could have been avoided by understanding the capability and requirements of the maintenance function.
A production labor budget allows both sides to compare maintenance capability with requirements, make appropriate adjustments, and eliminate future misconceptions on the topic.
For more asset management, go to www.ConstructionEquipment.com/Institute.
Calculating the production labor budget allows management to compare the total calculated technician productive hours available to the required equipment maintenance hours. This, in turn, permits management to successfully plan and schedule the organization’s maintenance activities, both comprehensively and by shop or facility. It allows maintenance, operations, and administrative personnel to have clear understanding and open dialog concerning how the maintenance function’s overall production capability will meet operational requirements over a given period, increasing the potential for future scheduling compliance and decreased equipment downtime.
Larger organizations with multiple shops or maintenance facilities should calculate the production labor budget by shop or facility so that specific facility capabilities match local requirements.
We must first begin with understanding the calculated productive or “billable” technician labor hours available. Second, we must calculate the maintenance requirement for the organization or specific maintenance facility over the specific time period. Once these are established, management can compare the available technician productive hours against the estimated maintenance labor required to maintain the equipment. This will allow management to match the maintenance production output capability with the maintenance requirement. The result will be successfully planned and scheduled maintenance activities over the period.
How to determine how many technicians are needed
To accurately determine actual technician production hours available, we need to define all productive or billable technician tasks, as well as identify the projected hours paid, hours worked, and nonproductive paid hours over the specific period.
Technician productive hours should include all tasks for which the organization captures labor hours required to perform all maintenance and repair type work as billable hours. This includes all time spent performing preventive maintenance, equipment diagnostic time, performing the repairs required, field service, equipment mobilization and assembly, as well as decommissioning of the equipment.
Organizations with multiple shops should calculate the production labor budget by individual facility to meet local maintenance needs.
The actual hours paid value should identify all regularly scheduled paid hours over the specific time period (monthly, quarterly, yearly, weekly, daily). For example, an average annual period of one year would equate to 2,080 scheduled paid hours assuming the technician worked eight hours per day, five days per week. Overtime should not be included within this value as it is not a constant and requires a separate calculation.
The hours worked value equals hours worked minus all paid time off. Paid time off is variable by organization but normally includes vacation, sick days, holidays, operational shutdown, off-site training, and any other paid time off allocated by the organization. In our example, paid time off amounts to 288 hours, leaving us with 1,792 hours worked.
Nonproductive paid hours associated with shop operations includes all worked hours which are nonbillable or classified as overhead cost. Examples include breaks, safety meetings, administrative reviews, and onsite training. Although it varies by organization and skill levels of the work force, this calculation generally equates to approximately 10 percent of the hours worked (179), leaving us with 1,613 productive hours per technician.
This number becomes the technician production standard for the organization. Multiply this value by the number of technicians within the organization or at a specific facility to determine the calculated available labor hours budget.
How to calculate maintenance labor requirements
Now let’s determine the technician labor hours required to maintain the organization’s equipment. We must first identify the requirement for each type of equipment: primary/critical, secondary/associated, administrative/support, or miscellaneous.
Primary or critical equipment should include what are considered the workhorses of the operation. Without this equipment, operations would be shut down or significantly reduced. Some examples would be haul trucks, mass excavators, dozers, wheel loaders, compactors, cranes, and paving equipment.
Secondary or associated equipment assists or complements the primary equipment. Some examples would be water and fuel trucks, backhoe loaders, skid steer loaders, mini excavators, pumps, generators, light towers, aerial lift platforms, and transports.
Administrative or support equipment should include all pickups, crew trucks, survey trucks, service trucks, and administrative vehicles.
Miscellaneous equipment might include attachments, small engine, and seasonal equipment.
A key element of the labor requirement is the anticipated increase or decrease in equipment owned by the organization or assigned to the specific facility. Project completion or startup, as well as changes in critical stages of specific projects, will alter the type, density, and utilization of the equipment. Increases or decreases in service delivery or support requirements also affect the labor requirement. Such variables must be discussed with operations during the early stages of the production labor budget development process.
Field service should also be carefully estimated, as technician travel decreases the technician’s actual production time. This possibly could be somewhat offset if a project has enough equipment for a resident technician, however a separate or split calculation is required to accurately calculate the required technician labor hours.
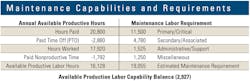
In the table at the top, we can compare our sample maintenance labor budget data.
The technician availability example shown identifies the available productive technician labor hours for a total of 10 technicians at 16,128 hours using an annual standard of 2,080 paid hours per technician, then removing all estimated paid time off and nonproductive paid hours. Similarly, the maintenance requirement example shown identifies the estimated maintenance requirement at 19,055 labor hours for all primary, secondary, administrative, and miscellaneous equipment.
Once combined, the equipment maintenance requirement exceeds the available technician production hours by approximately 2,927 hours. This productive labor deficit is equivalent to the available time of 1.63 technicians. The available choices are to add technicians, outsource the overflow, or consider a combination of the two. This decision has significant impact upon the organization or specific maintenance facility, and all options should be thoroughly explored prior to making a final decision.
Because management has identified the total maintenance production capability and calculated the estimated labor effort required, it can move forward with maintenance scheduling. Having this information early in the planning stages allows everyone in the equipment division—maintenance, operations, and administrative—to fully understand the capability and requirements of the maintenance operation. The end result will be clear and open dialog when scheduling maintenance activities, and successful compliance with the schedule once developed and finalized.
About the Author

Mike Brennan, CEM
Michael Brennan is a 40-plus-year industry veteran and consultant in vehicle and equipment maintenance management. A three-time recipient of the AEMP Fleet Masters Award, he focuses upon process improvement, facilities management, succession planning, technology, and lifecycle analytics as the cornerstone of success in the equipment management industry.
Read Mike's asset management articles.