How Wasted Equipment Hours Define Work Status
The proponents of lean manufacturing have taught us two things. First, be clear in your definition of contributory work, the activities that add value and contribute to the final result. Second, focus on waste: define it, measure it, and have clear strategies in place to eliminate it from the production system. As equipment executives, we need to learn from this approach, reducing waste in almost every process we use to manage our fleets.
We can certainly apply this to fleet utilization and improve performance by reducing waste.
First, consider the definition of contributory work. In the narrow equipment-only context, we can define this as the time that a machine spends working on site. The broader company perspective toughens up the definition by stating the obvious: Not all work is done efficiently, and not all work contributes directly to the final result. Inefficient work, rework, and out-of-sequence work are waste at an operational level. For the purposes of this article, we stay with the narrow definition and define contributory work as the time the machine spends on site working under the direction of the production crews responsible for the final result. There is likely to be waste within the operations being performed by the machines, but we will leave this for the job to handle.
Once wastes are defined, we can place responsibility for reducing them in the hands of those who can best manage them.
Next, consider waste specifically related to the utilization of the fleet, and then determine what can be done to improve performance.
The first and most obvious waste is when a productive machine is not deployed to a job site. They usually are off site for one of three reasons. One, they are in a yard waiting for a repair or rebuild required prior to their next deployment. Two, they are undergoing the required repair or rebuild. Three, they are ready for deployment but are in a yard or storage area with nothing to do. In all three cases, it is a waste and it must be measured and managed.
The second form of waste is downtime. This is the waste that occurs when the machine is on site and required to work but is unable to work due to mechanical failure. Machines do break down, and we do experience downtime. The impact is most sorely felt when the down events are frequent and unplanned, and when the affected machine controls the productivity of a large and expensive work crew. This is the waste we seek to manage with preventive and condition-based maintenance and with all the work we do to keep the fleet up and running. Although the frequency and duration of down events are difficult to measure, and many accept downtime as a given, there must be a strategy to measure and manage the waste arising from downtime.
The third form of waste is, in many ways, the most controversial. It arises when a machine is deployed on site and is able to work, but is not utilized for one reason or another. It is a difficult form of waste to discuss, agree upon, and measure, but managers must accept the fact that machines cannot be utilized for every minute of every day, week, or month. Recent focus on engine idle times must not be confused with the time machines spend unutilized. A haul truck idling while it is being loaded is fully utilized; a haul truck parked for the afternoon because the excavator has been reassigned elsewhere is most definitely not being utilized. Complex, closely coupled jobs with many interruptions to the flow and sequence of the work will cause machines to stand idle for substantial periods. These jobs create a desire to have more than the minimum number of machines on site and to hoard units that are not really needed. As with the other two forms of waste, there must be a strategy to measure and manage waste arising from machines that are on site, able to work, but not utilized.
How to analyze equipment work status
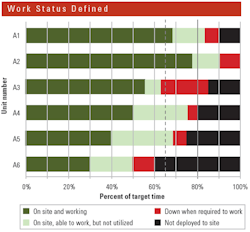
The diagram analyzes the work status for six excavators (A1 to A6) in an example company and serves as the starting point for developing the strategies needed to manage the three forms of waste identified above.
The data is collected for a rolling six-month period to even out the inevitable fluctuations and produce numbers that reflect longer-term patterns. Each unit is represented by a horizontal bar totaling 100 percent of the standard work hours for the units. The company defined this as 1,040 hours: 40 hours per week for six months. Each bar accumulates the percentage of time the machines spend on site and working (dark green); on site, able to work but not utilized (light green); down when required to work (red); and not deployed to site (black).
The sequence of the periods shown on the bars (left to right) means that they show the time spent on contributory work in dark green and the time spent on the three forms of waste.
Consider unit A6. It spent 30 percent of the 1,040 hours on contributory work; 20 percent on site, able to work but idle; 10 percent of its time down when required to work; and 40 percent of its time not deployed to site.
The black and red portions of the bars measure wastes that cannot be managed by the job site. The executive strategic planning and work-acquisition-planning process is responsible for managing the black portion by ensuring that the size and composition of the fleet fits the needs of the company and that financial resources are not wasted on undeployed assets. The equipment group is responsible for the red portion of the bar and must employ best-in-class preventive and condition-based maintenance practices to minimize downtime and ensure that units are kept up and running. The vertical double black line at 80 percent sets a target for these two forms of waste: It is hard to imagine that 20 percent of a machine’s time (one day a week) is spent either off site and not deployed, or on site and unable to work when required.
The light green portion of the bars measures the waste arising from the fact that machines are on site, able to work, but not utilized. This waste is under the control of the site managers as they, and they alone, have the ability to ensure that the machine spends as much time as possible contributing to the final product and that the dark green bar is as long as possible. The vertical dotted green line at 65 percent sets a target for the length of the dark green bar: It is hard to imagine that 35 percent of a machine’s time is wasted on noncontributory work.
The focus on waste and the colors used in the chart make it easy to describe and set up a job-charging process that places responsibility for a given waste in the hands of those who can best manage the waste. The jobs pay at the owning and operating rate for the dark green portion of the bar and at the owning rate for the light green portion. This incentivizes them to maximize contributory work and reduce waste arising from on-site idle time. The equipment account is set up to recover the fixed cost of ownership at 80 percent of the standard work hours, and managers are thereby incentivized to reduce waste arising from undeployed machines and downtime.
The key point is that the wastes add up quickly. We own machines around the clock but seek to run them for shorter defined periods. Wastes occur within these defined periods and pile on each other to rob us of our ability to maximize contributory work. The three forms of waste we have discussed are different and are managed in different ways by different people. Focusing on the three forms of waste described, knowing how they work, and placing responsibility for reducing them in the hands of those who can best manage them, is the key to success.
For more asset management, visit ConstructionEquipment.com/Institute.
About the Author

Mike Vorster
Mike Vorster is the David H. Burrows Professor Emeritus of Construction Engineering at Virginia Tech and is the author of “Construction Equipment Economics,” a handbook on the management of construction equipment fleets. Mike serves as a consultant in the area of fleet management and organizational development, and his column has been recognized for editorial excellence by the American Society of Business Publication Editors.
Read Mike’s asset management articles.