By the time you reach my age, you are able to take a long-term perspective on things. Long ago and far away, we ran the equipment fleet with little emphasis on preventive maintenance. I spent many school vacations developing preventive maintenance check lists, and we did change the oil, adjust clutches, and clean air filters. But, if truth be told, maintenance was not our primary focus. We mostly fixed things when they broke and probably spent 90 cents in the dollar on repairs.
Times sure have changed. Preventive maintenance has become accepted as the first line of defense against growing equipment costs. A disciplined, systematic, and thorough preventive maintenance program is no longer an optional extra. Maintenance-management software keeps track of service intervals, and maintenance work orders are auto generated with faultless precision. Maintenance has become a science; the huge benefits of maintaining machines rather than running them to failure has given rise to a whole new discipline and a whole new vocabulary. It has also given rise to more complexity than is really necessary.
Let’s focus on the basics and cut through some of the complexity.
The first thing to tackle is the plethora of terminology that is used by different organizations and specialists in the field. There are many terms floating around the industry. Emergency maintenance, reactive maintenance, and corrective maintenance all mean essentially the same thing: a repair. Scheduled maintenance and preventive maintenance are also essentially the same. Predictive maintenance and condition-based maintenance are similar, it just depends on the flavor of the day. We also have reliability-centered maintenance, risk-based maintenance, and total productive maintenance. I am sure there are a few more that I have left out. Our industry is not known for the use of flowery terminology. We generally call a spade a spade to make communication as clear as possible.
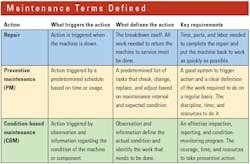
The nearby table attempts to simplify terminology and develop a common understanding. Before we examine those terms, we need to clarify that we are talking about the machine as a whole, not about any one of its components. If a hose blows and you have to stop production to fix it, then it is a repair to the machine. You will replace a hose and maintain the hydraulic system, but you will repair the machine. When you replace a hydraulic pump because it is leaking, it is a maintenance action on the machine. It is what you do to the machine and how you affect its reliability and availability that counts.
Repair
If the action is triggered by a breakdown that makes the machine unsafe, impossible or difficult to continue working, and if it must be stopped before the end of the shift, then it is a repair. The breakdown and required repair disrupt production and causes you to lose the initiative. The machine dictates when and where the work must be done: usually on Friday afternoon at the bottom of a deep excavation. The machine also dictates the work needed to return it to service, regardless of whether you do or do not have the required parts on hand. The fire drill involved is familiar, and we know that there is seldom time to complete a repair to the desired standards. Most frequently, the best thing to do is to replace the downed machine with another, so that you can investigate the cause and complete the repair without compromise. Down events are disruptive and expensive; repairs actions are seldom a good way to spend time and money.
Preventive maintenance
Any work done on a machine before failure in order to delay or prevent a future failure is a maintenance action. Preventive maintenance actions are triggered by a predetermined schedule based on either time or usage. The work done is determined by a list of predetermined tasks, and the whole process must be disciplined, systematic, and thorough. Time-based triggers are used to ensure that annual inspections and the like are performed when needed. Usage triggers, based on hours worked or fuel burned, are used to perform a wide range of scheduled “check, change, and adjust” tasks. Maintenance intervals and check lists are frequently based on manufacturer’s recommendations with little room for creativity. You need a good system to trigger action, and you simply work through the required check lists. Compliance is the key. You do predetermined work at predetermined times regardless of actual conditions. Sometimes you do too much; sometimes you do too little. You hope it is enough.
Condition-based maintenance
Condition-based maintenance puts the smarts into preventive maintenance. Work is done before failure but only when observation, information, or statistical inference tells you that it is necessary. You retain the initiative and use your smarts to define the work and set a convenient schedule. It is, of course, an act of courage. It takes courage to replace a transmission before failure because the oil analysis results indicate that it is about to fail. It is much easier to run the machine until the transmission fails and forces you to replace it as part of a disruptive, costly emergency repair.
Condition-based maintenance requires an effective inspection, reporting, and condition-monitoring program. Individual eyes and ears—especially those of the operator—are the first and most important part of a condition-monitoring program. Encourage everyone to look. Listen to them, and have a good way to record and backlog maintenance requests. Most competent maintenance software will permit you to do this and most will enable you to consolidate maintenance requests into workable backlog. Technologies such as oil analysis, vibration analysis, thermography, and sensor-based condition monitoring are at the high-tech end of condition-based maintenance and will only improve. Good condition monitoring triggers action and gives both the information and confidence needed to take the right preventive action at the right time.
Maintenance terminology, in the end, is not complicated. There are three basic actions: repair, preventive maintenance, and condition-based maintenance. They depend on what triggers the action. Is it the machine that triggers the action and demands your attention under its terms and conditions? Is it a fixed predetermined schedule that triggers action based on engineering and design assumptions? Or is it the actual condition of the machine that triggers action based on your smarts and the best technology you can implement? Clearly, the latter is the way to go.
We started by talking about long ago and far away when we spent 90 cents in the dollar on repairs and the rest on rudimentary preventive maintenance. We are now probably at the stage where we spend 30 cents in the dollar on repairs, 50 cents on preventive maintenance, and 20 cents on condition-based maintenance. Our ability to gather, analyze, and interpret data is growing exponentially. There will be a time when we will dramatically lower cost and improve reliability by spending 10 cents in the dollar on repairs, 20 cents on preventive maintenance, and 70 cents on condition-based maintenance.
Click for more on asset management.
About the Author

Mike Vorster
Mike Vorster is the David H. Burrows Professor Emeritus of Construction Engineering at Virginia Tech and is the author of “Construction Equipment Economics,” a handbook on the management of construction equipment fleets. Mike serves as a consultant in the area of fleet management and organizational development, and his column has been recognized for editorial excellence by the American Society of Business Publication Editors.
Read Mike’s asset management articles.